Would you mind giving a brief rundown of the tools and process you use for boring and gluing?
I mount a boring tool into the tailstock, but I get issues with deflection, so the bored hole is rarely 100% perpendicular to the blank it goes through.
Also, how do you keep glue from getting everywhere? I mask off everything but the outside of the ring core prior to gluing, but inevetibly get some adhesive on the sides/interior anyway. How do you avoid that?
I always back my blanks with a piece of round wood with CA glue and accelerator. But I have found with alumilite (diamondcast ) blanks, I don't think this is necessary. I have done the drilling on the lathe, but with my setup, I have to move my mounts, and re-square everything.
I mount the blank in a 4 jaw scroll chuck. Then I use a light pass across the face with a carbide cutter. This helps me locate the center. Then, to keep life simple, I use a 1/2" twist drill in the drill press. I remove the chuck from the lathe with the blank still installed, and use a vice to hold the chuck on the drill press. Quick center punch before drilling.
Once I have the 1/2" bore, I put the chuck back on the lathe. I then use very inexpensive carbide boring bars. It doesn't even matter too much if the 1/2" bore is off center. A boring bar setup will get things re-centered. I take this step slow with measuring with calipers and eventually the core for a good fit. Bore all the material down to the backer.
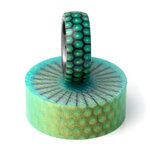
Here you can see the backed blank mounted in a PSI Barrcuda chuck, during the boring process. However I am using an indexed cutter, not a boring bar.
Here you can see the core slips in:
I don't stress about getting glue where it does not belong. It's easy to remove the first few hours, perhaps even a day later. Cut off the backer first with a band saw.
After that, I use some silicon plugs to help me center the core in the blank when horizontal. If I want a little glow , I mix the powder in the epoxy. Once the glue has setup, a few hours, I take a dental tool and remove all the excess glue. In fact, if there is glue on the inside of the core, you can usually pop if off with a fingernail.
After glue and some cleanup, I switch to the collet chuck and ring arbor (incorrectly referred to as mandrels). I bring the diameter down, then clean up the one edge. I flip the ring on the arbor to get the other side. I do sand the sides on a flat surface with 150. Once I have gotten both edges really clean and down to the core, it goes back on the lathe, where I use sandpaper to make the final shape.
If there is enough interest, I could video the process. If you have any questions, I would be more than happy to share.

![20230904_164531[1].jpg](/data/attachments/318/318681-3572c5453e2556b016009a396301b903.jpg?hash=NXLFRT4lVr)