As long as the cutter is 60 deg it doesn't matter what you use, carbide insert or HSS. We all have our preferences. I really don't like the carbide inserts as they are very unforgiving. :redface: Sometimes you will want to cut a thread simpy by rotating the chuck by hand ( power off ) Well I've broken more carbide tips than I'd care to count. Only cos of my own stupidity really. If you turn the chuck backwards with a carbide cutter still touching the work, then it'll snap the tip off.
I love HSS, it slices stainless steel like butter and you can make all sorts of cutters to suit any requirement.
Some people say that carbide cutter give a superior finish. Mmmm, perhaps, but I'm gonna polish the finish anyway:biggrin:
Jeff, the gauges are dirt cheap and you should easily find them at any tool shop. But let me know if you really can't find one and I'll post you one.
Charlie, the book will really clear things up for you but don't 'overthink' it. It all sounds more complex than it really is and sometimes explanations just make it worse. You will eventually see that for the fine threads that we use, you can bend the rule book quite a bit.
One thing though...and this is a bit difficult to explain clearly. Sorry, I'm no machinist.
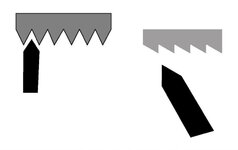
I've already said that I cut a thread ( doesn't matter how many starts ) in (say) two passes. Using my method above, the tip of the cutter cuts the second pass directly on top of the first one, just a little deeper. This will cut both sides of the V on each pass.
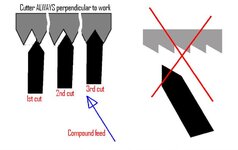
The 'correct' way is when the cutter is advanced into the work at an angle ( 29.5deg). So this means that the first cut is done where both sides of the cutter are doing the cutting. But now the cutter is advanced deeper by adjusting the topslide ( or compound) so that the left side cuts while the right side just rides down the side of the previously made groove. But as the cutter is ground to 30 deg, the bottom of each pass will still produce a 30 deg groove.
OK, perhaps now you will see that on the second pass the cutter is cutting a 1mm wide slither on the lhs and just a 0.5mm slither on the rhs?
This is less strenuos on the tool, the work and even the lathe I suppose.
But lets be realist, a fine pen thread is hardly about to wreck a reasonable sized lathe is it?
One day when I need to cut a really coarse thread then I'll do it 'properly'
but untill then, I'll simply take lighter cuts:biggrin: