YoYo
Member
Hi folks,
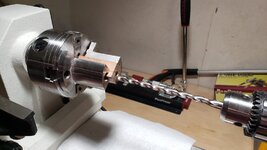
As I'm a beginner of pen turning, I have already failed a few blanks. I cut them a little too short, turned too much and blanks cracked. Now, I don't know why the hole I drilled on my lathe is off center. First, I noticed that the tail head is wobbling, so I stopped and checked to make sure everything is tight. Before I started drilling, the drill bit pointed to the blank right at the center. When it's half way through, I started hearing the squeaky noise. So, after I done drilling, the hole on the other end is off center. I have a Rikon lathe by the way.
Can someone help me with this issue?
Thank you.
As I'm a beginner of pen turning, I have already failed a few blanks. I cut them a little too short, turned too much and blanks cracked. Now, I don't know why the hole I drilled on my lathe is off center. First, I noticed that the tail head is wobbling, so I stopped and checked to make sure everything is tight. Before I started drilling, the drill bit pointed to the blank right at the center. When it's half way through, I started hearing the squeaky noise. So, after I done drilling, the hole on the other end is off center. I have a Rikon lathe by the way.
Can someone help me with this issue?
Thank you.