Dale Allen
Member
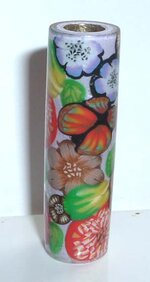
Was finally able to achieve this clear casting with no bubbles.
Earlier attempts with a vacuum setup was disaster!
Credit goes out in large part to the post from 4 years ago by Don Ward in which he related his process to a demo he had seen by Barry Gross.
I was able to create a mold that allows me to rotate the blank while it is in the resin so that I could see and manage the bubbles before it set up.
There is some separation from the base clay at one end. That end was sprayed with a clear lacquer prior to casting. The other end is fine and had 1 coat of thin CA.
Next step is to turn away all of the PR to see how well it sticks to the base and to see how thin I can go with the resin.
Earlier attempts with a vacuum setup was disaster!
Credit goes out in large part to the post from 4 years ago by Don Ward in which he related his process to a demo he had seen by Barry Gross.
I was able to create a mold that allows me to rotate the blank while it is in the resin so that I could see and manage the bubbles before it set up.
There is some separation from the base clay at one end. That end was sprayed with a clear lacquer prior to casting. The other end is fine and had 1 coat of thin CA.
Next step is to turn away all of the PR to see how well it sticks to the base and to see how thin I can go with the resin.