MesquiteMan
Retired Head Moderator
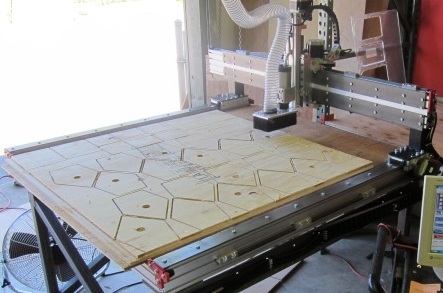
I have decided to bite the bullet and get a CNC router to help increase production on the vacuum chambers I build and reduce my lead times. Needing a 4'x4' cutting area, I started looking at my options and just could not justify $13,000 for a ready made, plug and play machine. After researching the topic thoroughly, I decided to buy a kit from CNCrouterparts.com. When it is all said and done, I will have about $6k in the machine including a $600 copy of Vectric VCarve Pro CAM software and $150 for Mach3 machine control software.
It is common on CNC forums to post a "build" thread so I have one at Sawmill Creek and at CNC Zone and thought it may be something my IAP friends might find interesting. This will be basically a copy and paste from Sawmill Creek.
I have ordered and am assembling a CNC Router Parts CRP4848 machine. I decided to build my own base out of wood instead of using their steel legs since I wanted more weight and read that a lot of folks prefer wood for its dampening abilities. Being that I was a custom home builder for 18 years, I have a lot of experience with LVL (laminate veneer lumber) and know how strong and stable it is so I choose that for my material. I started with 1.75" x 14" LVLs and jointed and planed them to get them straight and smooth. I then ripped them in half, roughly 6.75" once dressed. The legs are 3 pieces glued up to make a roughly 5"x5".
Anyway, here are some pics of my progress thus far:
Day one:
LVL leg glue up

A pile of legs ready to go

Base frame glued, nailed, and squared up

Legs installed and another set of LVL's inside. I know I do not need them for strength since LVLs are plenty strong but I wanted them to lock in the legs and provide extra weight. The clamp goes to some waste block I screws on to the outside to precisely true it up square. By tightening or loosening the clamp just a little, I can change the squareness.

Results at the end of day 1

It is common on CNC forums to post a "build" thread so I have one at Sawmill Creek and at CNC Zone and thought it may be something my IAP friends might find interesting. This will be basically a copy and paste from Sawmill Creek.
I have ordered and am assembling a CNC Router Parts CRP4848 machine. I decided to build my own base out of wood instead of using their steel legs since I wanted more weight and read that a lot of folks prefer wood for its dampening abilities. Being that I was a custom home builder for 18 years, I have a lot of experience with LVL (laminate veneer lumber) and know how strong and stable it is so I choose that for my material. I started with 1.75" x 14" LVLs and jointed and planed them to get them straight and smooth. I then ripped them in half, roughly 6.75" once dressed. The legs are 3 pieces glued up to make a roughly 5"x5".
Anyway, here are some pics of my progress thus far:
Day one:
LVL leg glue up
A pile of legs ready to go
Base frame glued, nailed, and squared up
Legs installed and another set of LVL's inside. I know I do not need them for strength since LVLs are plenty strong but I wanted them to lock in the legs and provide extra weight. The clamp goes to some waste block I screws on to the outside to precisely true it up square. By tightening or loosening the clamp just a little, I can change the squareness.
Results at the end of day 1