
edstreet
Member
This is some scrap wood I have, it's cracked like crazy. I used a chuck and a flat skew. No need for barrel trimmers, sand paper pads or the like. I even did this one with an off centered drill hole on one side to show a few points.
chuck the blank and flatten the end, clean as you can, sharper the chisel the cleaner the cut.

----
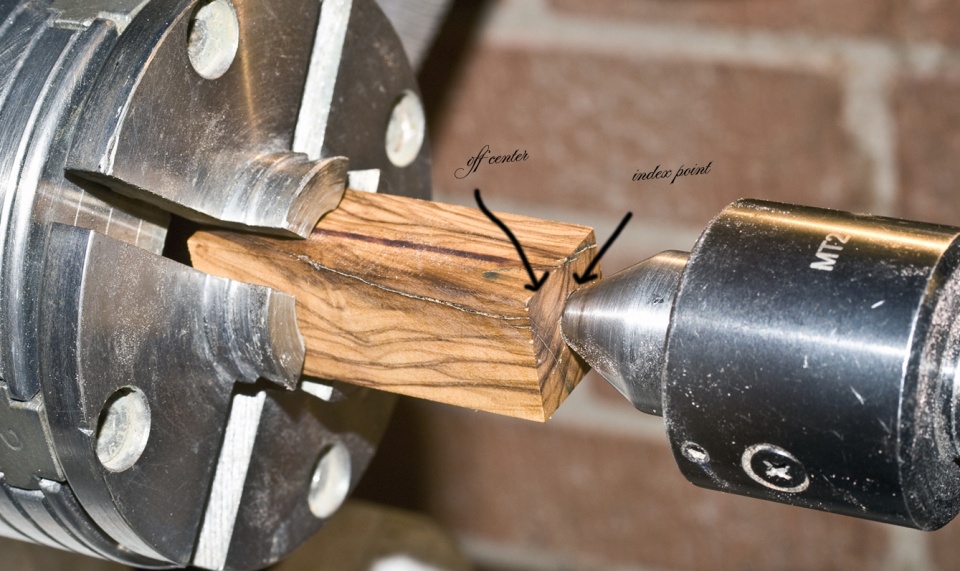
then drill the hole. Once that is done you created an reference / index point. This hole, on both sides of the blank, will be used several times down the road to align things. The example I used is off center on one end, the off center is the bottom of the drill hole. I reversed it on the lathe to align the off center part to the tail stock.
----
Then I cut a tenon on that. No more off center.

----
This new cut tenon is a new index point that will be reversed and put in the chuck jaws, it will line up with it perfectly and the tail stock will again index the drill hole.

----
Then a tenon cut on that side as well should clean it up super nicely.

----
When you are done the blank looks like this. I did not fully round it either and it is a short block to show references. If you glue the tube in beforehand you can use this same setup to trim the ends for the bushings.

Also worthy of note is the edge of the tool rest is a reference point.") Line it up 90 degree's to the lathe bed and that will allow you to get flat cuts on the end. If you look down at the end of the blank you will very quickly see if it is off.
Line it up 90 degree's to the lathe bed and that will allow you to get flat cuts on the end. If you look down at the end of the blank you will very quickly see if it is off.
chuck the blank and flatten the end, clean as you can, sharper the chisel the cleaner the cut.
----
then drill the hole. Once that is done you created an reference / index point. This hole, on both sides of the blank, will be used several times down the road to align things. The example I used is off center on one end, the off center is the bottom of the drill hole. I reversed it on the lathe to align the off center part to the tail stock.
----
Then I cut a tenon on that. No more off center.
----
This new cut tenon is a new index point that will be reversed and put in the chuck jaws, it will line up with it perfectly and the tail stock will again index the drill hole.
----
Then a tenon cut on that side as well should clean it up super nicely.
----
When you are done the blank looks like this. I did not fully round it either and it is a short block to show references. If you glue the tube in beforehand you can use this same setup to trim the ends for the bushings.
Also worthy of note is the edge of the tool rest is a reference point.
Line it up 90 degree's to the lathe bed and that will allow you to get flat cuts on the end. If you look down at the end of the blank you will very quickly see if it is off.






")


