
Paul in OKC
Member
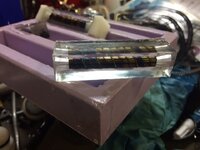
Well, after trying this almost 20 years ago without much success, and the fact that no one else was doing it. I gave up. Several times I have bought the Castin Craft stuff, only to let it sit 'cause I never got around to it, or just too over thinking to try something new. Even have had this mold in a drawer for years. Finally said heck with it. I am a machinist by trade and always have looked at the chips, or 'swarf' as some call it with an eye of, "I really ought to be able to do something with those. So, back to Michael's with coupon and the first effort. Will turn soon! Used slim line tubes for this one. The chip was actually a long stringer with just the right ID for a tight fit on the tube. Did some small chips in the ends and in what was left in the cup. Boy, my head is spinning with ideas.






") One of the titanium parts was 3000 pound forging when it came into the plant and was under 200 pounds when finished. All the excess weight was milled into chips.
One of the titanium parts was 3000 pound forging when it came into the plant and was under 200 pounds when finished. All the excess weight was milled into chips.
