
MattTheHat
Member
I like to drill pen blanks on the lathe. In fact, it's a necessity for me right now as my mill is down. I stumbled on this trick a few weeks ago and have been using it with great results. This trick is probably well know, but in case it's not, I thought I would share.
The problem, of course, is trying to center up a square blank in a 3-jaw chuck. The solution, as it turns out is very convenient, as long as you have a belt sander handy (mine is a cheap Ryobi bench-top model). In short, all you have to do it grind any one corner flat, along the length of the blank. You want it to be a smidge wider than a third of the average pen blank width. In the examples below, we have a 3/4" blank. I ground the corner to about 5/16" wide.


The actual width of the grind isn't too critical, but you do want the width approximately the same on each end. This material is pretty hard, it took about 25 seconds to grind the flat. Most acrylics take about 15 seconds. If you put too much pressure on one end and the flat is wider, just place it back down on the sander with a bit more pressure on the opposite end. Just eyeball it. When you chuck it up, place the ground flat square against any one of the 3 jaws and tighten it up.
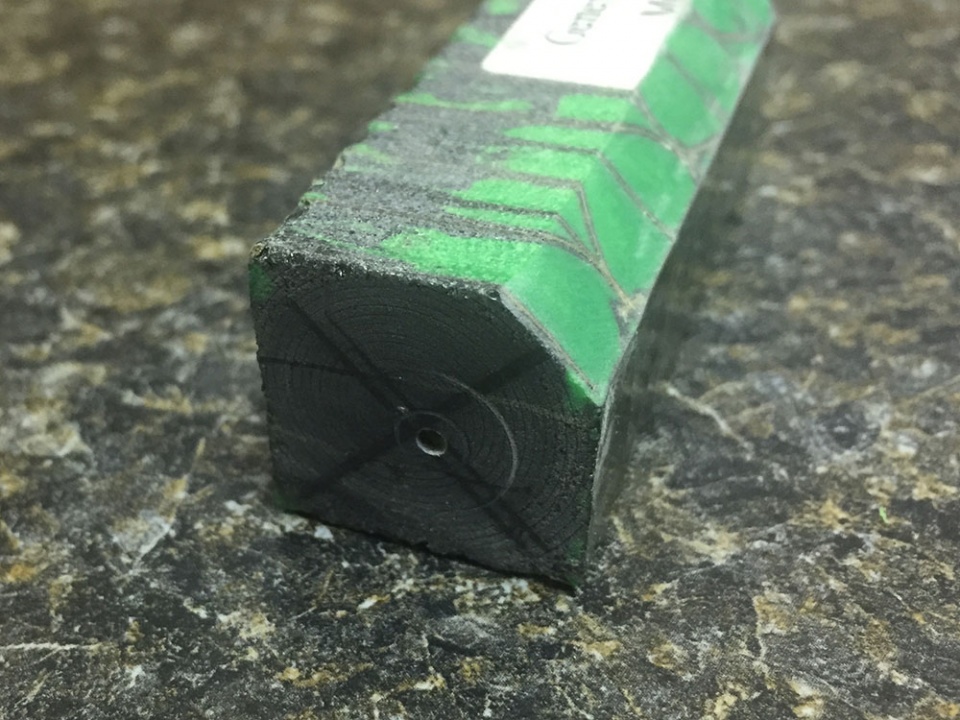
How well-centered is the resulting hole? In the following two pics I marked the center of the blank on each end and just touched it with a brad-point bit to show where the hole would be centered. You can see my grind must have been slightly angled as the center point is slightly different on each end. But it's certainly close enough.

I hope at least someone else find this useful.
-Matt
The problem, of course, is trying to center up a square blank in a 3-jaw chuck. The solution, as it turns out is very convenient, as long as you have a belt sander handy (mine is a cheap Ryobi bench-top model). In short, all you have to do it grind any one corner flat, along the length of the blank. You want it to be a smidge wider than a third of the average pen blank width. In the examples below, we have a 3/4" blank. I ground the corner to about 5/16" wide.
The actual width of the grind isn't too critical, but you do want the width approximately the same on each end. This material is pretty hard, it took about 25 seconds to grind the flat. Most acrylics take about 15 seconds. If you put too much pressure on one end and the flat is wider, just place it back down on the sander with a bit more pressure on the opposite end. Just eyeball it. When you chuck it up, place the ground flat square against any one of the 3 jaws and tighten it up.
How well-centered is the resulting hole? In the following two pics I marked the center of the blank on each end and just touched it with a brad-point bit to show where the hole would be centered. You can see my grind must have been slightly angled as the center point is slightly different on each end. But it's certainly close enough.
I hope at least someone else find this useful.
-Matt







