I need a ball turner occasionally and often enough I decided to get one. Well that was easier said than done. THe ones I found were either super expensive or cheap and pretty much worthless. I found a couple ball turning projects on line base off of this design. Steve Bedair's 9x20 Lathe Site
I contacted Mike Roux and asked if he could help make it if I bought the materials. Since we both have the same model lathe it is easier to make 2 than one. We used 1/2 aluminum plate for the base and 3 inch diameter aluminum round bar stock for the tool post. I bought thrust bearings and races for the bottom of the post and for the shoulder bolt rather than just a friction fit between parts. I bought most of the parts off Ebay or Amazon depending on who had what cheapest.
First picture of the parts used in making it.

The handle is 3/8 round steel stock from Home Depot. The ball is the first one Mike made to fit his on his lathe.
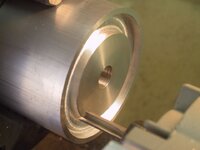
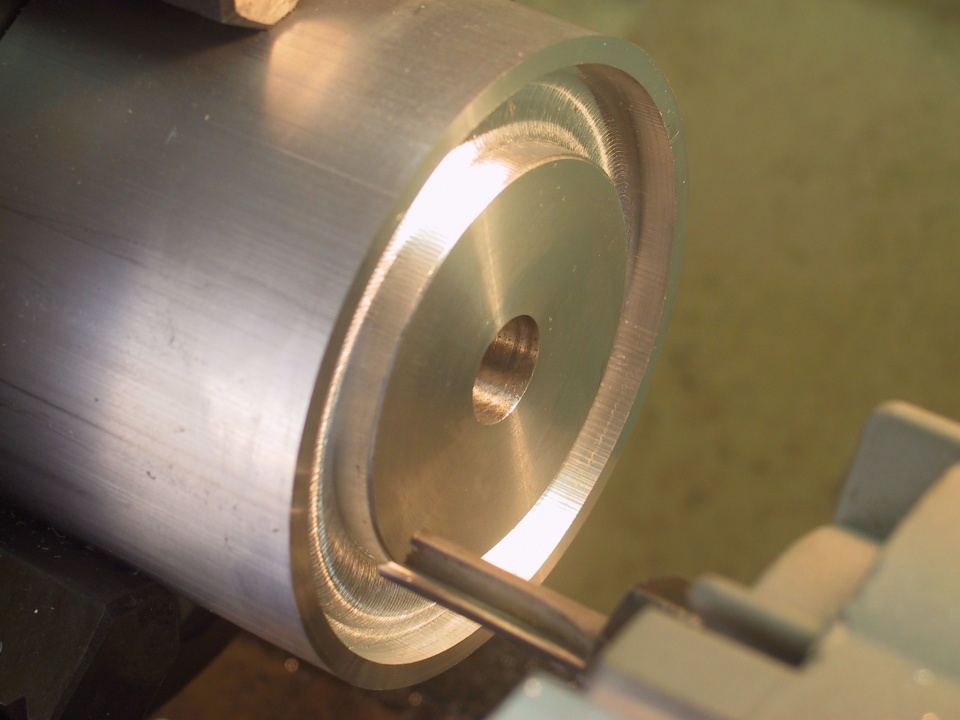
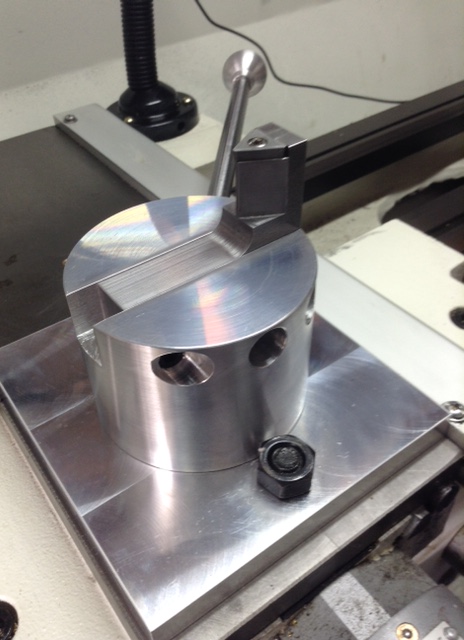
He milled the plates flat and drilled the hole for the cross slide hold down bolts and the center bolt for the tool post. He used a trim router with a carbide bit taking small cuts to cut the slot the thrust bearings fit into in the bottom of the post. It has been drilled and tapped to take a 1/2 shoulder bolt with 3/8-16 threads.

The bottom race sits about .015 proud so it rides on the bearings instead of the tool post. He nest drilled, milled and tapped the holes for the set screws that hold the cutter arm in place. Then cut a 5/8 slot for the cutter arm.

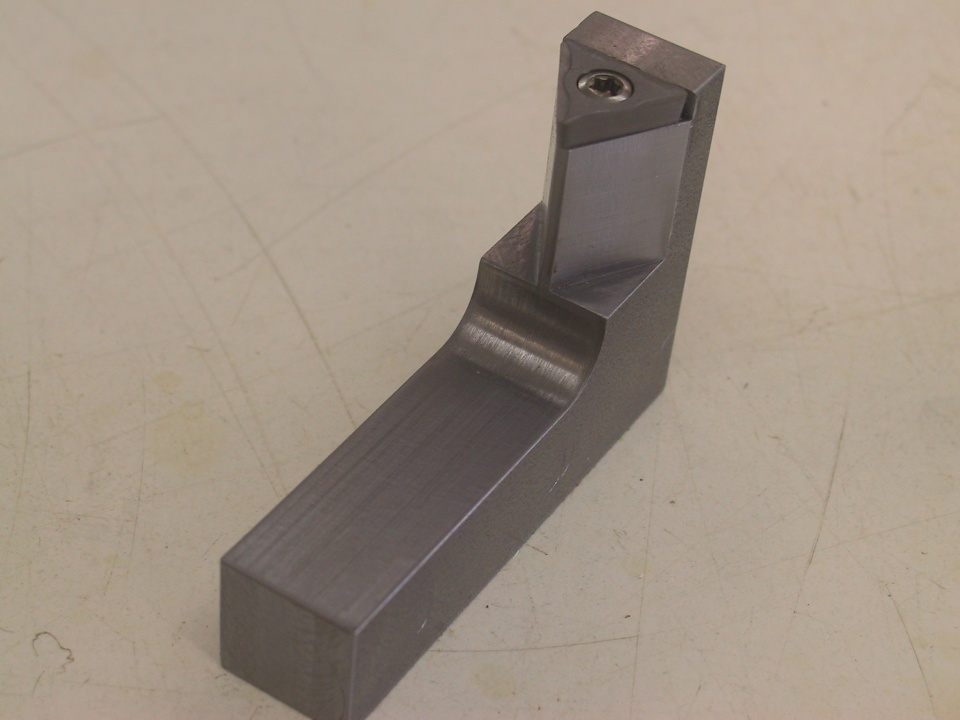
We made the cutter arm out of 5/8 steel flat stock. Mike cut the pieces from a 5/8 x2 x12 cold rolled steel piece of stock and then milled it to the shape you see. We borrowed an insert screw from one of my other tool holders until the ones I bought get here. I bought some German Manufactured ones instead of CHinese and it will take a couple weeks for them tto get here, Its a standard 4mm insert screw.
THere is a small thrust washer that goes between the bolt head and the aluminum plate and both thrust washers have steel races to keep the bearing from making grooves or dimples in the aluminum as its being used. Assembly is easy and we bolted it on to the lathe and Mike cut the ball for his.
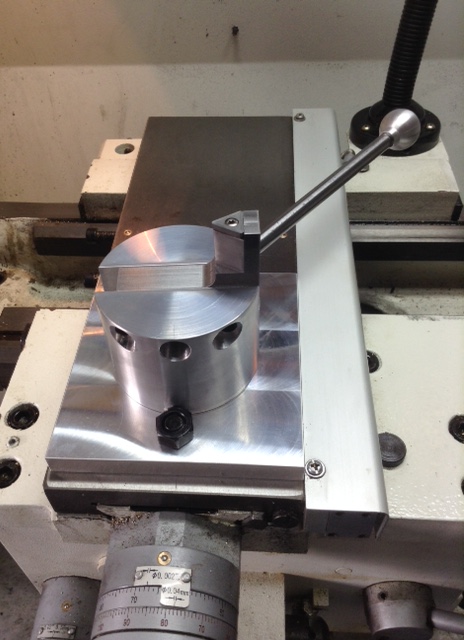
Now nothing goes according to plan and this was no exception. My lathe is newer than Mikes and they have made some changes. Like the DRO scales. Mine are different than Mike Roux's. Mine limit my cross slide travel half an inch shorter than Mike's. My ball turner would not make to the center of the axis for the lathe with the cutter. We had to change the bolt holes from front to back to left to right and move the bolt hole for the center of the tool post froward 3/8 of an inch in order for mine to be able to get to the center of the part when I cut it. We got the bottomplate remade and mine is now functional.
Questions and comment are encouraged.
I contacted Mike Roux and asked if he could help make it if I bought the materials. Since we both have the same model lathe it is easier to make 2 than one. We used 1/2 aluminum plate for the base and 3 inch diameter aluminum round bar stock for the tool post. I bought thrust bearings and races for the bottom of the post and for the shoulder bolt rather than just a friction fit between parts. I bought most of the parts off Ebay or Amazon depending on who had what cheapest.
First picture of the parts used in making it.
The handle is 3/8 round steel stock from Home Depot. The ball is the first one Mike made to fit his on his lathe.
He milled the plates flat and drilled the hole for the cross slide hold down bolts and the center bolt for the tool post. He used a trim router with a carbide bit taking small cuts to cut the slot the thrust bearings fit into in the bottom of the post. It has been drilled and tapped to take a 1/2 shoulder bolt with 3/8-16 threads.
The bottom race sits about .015 proud so it rides on the bearings instead of the tool post. He nest drilled, milled and tapped the holes for the set screws that hold the cutter arm in place. Then cut a 5/8 slot for the cutter arm.
We made the cutter arm out of 5/8 steel flat stock. Mike cut the pieces from a 5/8 x2 x12 cold rolled steel piece of stock and then milled it to the shape you see. We borrowed an insert screw from one of my other tool holders until the ones I bought get here. I bought some German Manufactured ones instead of CHinese and it will take a couple weeks for them tto get here, Its a standard 4mm insert screw.
THere is a small thrust washer that goes between the bolt head and the aluminum plate and both thrust washers have steel races to keep the bearing from making grooves or dimples in the aluminum as its being used. Assembly is easy and we bolted it on to the lathe and Mike cut the ball for his.
Now nothing goes according to plan and this was no exception. My lathe is newer than Mikes and they have made some changes. Like the DRO scales. Mine are different than Mike Roux's. Mine limit my cross slide travel half an inch shorter than Mike's. My ball turner would not make to the center of the axis for the lathe with the cutter. We had to change the bolt holes from front to back to left to right and move the bolt hole for the center of the tool post froward 3/8 of an inch in order for mine to be able to get to the center of the part when I cut it. We got the bottomplate remade and mine is now functional.
Questions and comment are encouraged.