
Rolland
Member
Since a number of people have ask how I made the pens I thought I would provide the set up I use. I must admit here that I am still learning pen turning, I am a machinist first so I use what equipment I have and put what I have learned to work making pens. They still kick my rear from time to time. So anyway.............
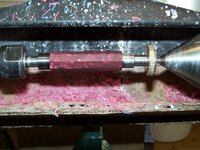
I turn a mandrel to fit the tube and position it in the mill, the mandrel is cold rolled steel with a flat head screw in one end threaded and split so it will expand. the socket head screw also provides a place for the tail stock center to fit to support the whole thing.
I start by turning the blank to the desired size, I measure the bushings and add the amount I want to facet. In this case I added .200 to the bushing size and when set up to cut the facets set the depth of the end mill at .050 cut removing a total of .100 off the diameter. but, that depends on what you want the flats to look like. Here is where you will need to experiment to find out what looks best for the pen, 4-6-8 or what ever number of flats you deside on.
I use a spin jig as I already have a small machine shop set up at home, it give me 360 degrees of movement the tail stock is homemade but works ok for pens. There are lots of options here, I have seen gears, pulleys and other round pieces used to set up as a degree wheel. As long as it is consist it really does not matter what it is.
I center the blank so I am cutting on the exact center, to keep the flats even. In my case I use the DRO on the mill. Once centered its just a matter of cutting the blank and putting it back in the lathe and polishing and turning the ends to match the hardware.
Something to consider, use HSS cutters if possible as they will carry a much sharper edge that carbide for milling. The carbide works ok but it is not as sharp for soft materials as HSS.
Hope this makes sense
The blank I used here is not a very good one as it has some bad spots but did not know until it was cut, guess thats the breaks of this game.
I turn a mandrel to fit the tube and position it in the mill, the mandrel is cold rolled steel with a flat head screw in one end threaded and split so it will expand. the socket head screw also provides a place for the tail stock center to fit to support the whole thing.
I start by turning the blank to the desired size, I measure the bushings and add the amount I want to facet. In this case I added .200 to the bushing size and when set up to cut the facets set the depth of the end mill at .050 cut removing a total of .100 off the diameter. but, that depends on what you want the flats to look like. Here is where you will need to experiment to find out what looks best for the pen, 4-6-8 or what ever number of flats you deside on.
I use a spin jig as I already have a small machine shop set up at home, it give me 360 degrees of movement the tail stock is homemade but works ok for pens. There are lots of options here, I have seen gears, pulleys and other round pieces used to set up as a degree wheel. As long as it is consist it really does not matter what it is.
I center the blank so I am cutting on the exact center, to keep the flats even. In my case I use the DRO on the mill. Once centered its just a matter of cutting the blank and putting it back in the lathe and polishing and turning the ends to match the hardware.
Something to consider, use HSS cutters if possible as they will carry a much sharper edge that carbide for milling. The carbide works ok but it is not as sharp for soft materials as HSS.
Hope this makes sense
The blank I used here is not a very good one as it has some bad spots but did not know until it was cut, guess thats the breaks of this game.
Attachments





Last edited:
